Choosing the wrong label roll specifications can cripple your production line’s efficiency and cause thousands in wasted downtime. This guide shows you exactly how to master the 3″ Core and Max Roll Diameter to prevent equipment failure and maximize your hourly output.
The 3″ Core and Max Roll Diameter define the industrial standard for automated labeling efficiency. A 3″ core provides necessary structural integrity and reduces material curl, while the Max Roll Diameter (typically 12″ or 16″) determines the total label capacity and runtime an applicator can handle without stopping for a changeover.
But here is the catch: if you ignore the physics of rotational inertia or environmental humidity, even a “perfect” roll can burn out your motors. Read on to discover the engineering secrets that the top 1% of production managers use to keep their lines running flawlessly.
1. The Anatomy of a Standard: Why 3 Inches?

In the early days of labeling, 1-inch cores were the norm, inherited from office-grade desktop printers. However, as production speeds moved from 20 to 100+ meters per minute, the 1-inch core became a bottleneck.
To maintain quality during high-volume production, you must follow a “Machine-Ready” protocol to ensure every roll is perfectly compatible with your specific machinery.
The Tolerance Reality Gap
When you order a “3-inch core,” you aren’t getting a perfect 3.000-inch cylinder. Because physics requires a fit, industrial standards have established a specific “redundancy” for air shafts and mandrels.
| Parameter | Nominal Specification | Industrial Tolerance (2026 Standard) |
|---|---|---|
| Internal Diameter (ID) | 3.000″ (76.2mm) | 3.020″ – 3.050″ (76.7mm – 77.5mm) |
| Wall Thickness | 0.125″ (Standard) | 0.250″ (Heavy Duty/High Tension) |
| Concentricity | Perfect Circle | < 0.5mm Deviation |
“The transition from 1-inch to 3-inch cores was the single most significant step in moving labeling from a manual office task to a high-speed industrial process. A 3-inch core provides the structural integrity required to handle the high rewind tensions of modern converters.”
— Mike Fairley, Founder of Labels & Labeling Magazine
If your core ID is too tight (e.g., exactly 76.2mm), a slight increase in humidity will cause the paper fibers to swell, “locking” the roll onto your machine’s spindle. We call this Core Lock, and it is the fastest way to bend a precision mandrel.
Understanding the dimensional stability of paperboard cores is essential for anyone managing long-term inventory in non-climate-controlled environments.
2. The Physics of Fitment: Calculating Maximum Roll Diameter
Your label applicator has a physical “limit,” usually defined by the clearance between the unwind spindle and the machine’s outer casing or safety guard. This is your Max Roll Diameter (Max OD).
The OD Prediction Formula
Don’t guess how much material you can fit. Use the engineering formula for roll geometry:
$$OD = \sqrt{\frac{L \times t}{0.0654} + d^2}$$
- L: Total length of the labels (Feet)
- t: Total thickness of label + liner (Mils)
- d: Outside diameter of the core (Inches)
Why 12 Inches is the “Golden Number”
For most automatic applicators (like those from Avery Dennison, Herma, or Label-Aire), a 12-inch (305mm) OD on a 3-inch core is the industrial sweet spot.
This setup directly impacts your label printing cost analysis, as larger rolls significantly lower the total cost of ownership through reduced labor.
Switching from a standard 8-inch roll to a 12-inch roll increases your linear footage by roughly 125%, effectively clawing back 40 minutes of pure production time per day.
3. The “Inertia Trap”: Protecting Your Stepper Motors
This is where many procurement managers make a fatal error. They assume that if a roll “fits” inside the machine, it is safe to run. They are wrong.
A label applicator is a “start-stop” machine. It accelerates to 80m/min in milliseconds and stops just as fast. When you double the diameter of a roll, you are not just doubling the weight—you are increasing the rotational inertia by a factor of four. Calculating the rotational inertia for unwinders is a critical step that prevents motor burnouts and drive belt fatigue.
Ready to Achieve 100% Machine-Ready Labels?
Stop struggling with roll diameter mismatch. Our engineers perform a full pre-press audit to ensure every 3″ core roll perfectly fits your high-speed applicator.
- The Problem: The motor must fight this inertia to start the roll spinning and, more importantly, to stop it.
- The Consequence: Excessive heat in the servo drives and premature wear on drive belts.
- The 2026 Solution: If your Max OD exceeds 12 inches (305mm), you should mandate a Powered Unwind Station. This uses a secondary motor to “feed” the labels to the applicator, taking the physical burden off the precision indexing motor.
Technical Warning from Zebra Technologies: “Exceeding the maximum roll outer diameter (OD) is not just a fitment issue; it’s a mechanical endurance issue. For every 10% increase beyond the recommended OD, the inertia during the start-stop cycle of the stepper motor increases exponentially.”
4. The “Last 10 Meters” Rule: Tension and Accuracy
Why do the last few meters of a label roll always seem to cause “missed labels” or “flagging”? It comes down to Label Curl. On a 1-inch core, the labels are wrapped so tightly that the material takes on a “permanent set.”
When these labels reach the peel plate (dispenser), they want to curl back into a circle rather than lie flat on your product.
The Bend Radius Advantage
With a 3-inch core, the minimum bend radius is 3x larger, significantly reducing material memory. Furthermore, the ratio between the “Full Roll” and “Empty Roll” is smaller, making it easier for your tension control system to maintain a steady pull.
For high-speed lines, adhering to the FINAT test methods for label properties ensures your tension remains within acceptable tolerances throughout the entire run.
5. Structural Integrity: Preventing the “Core Crush”
In 2026, many labels are moving toward thinner, film-based liners (PET) to reduce waste. While great for the environment, film liners are non-compressible. As a label roll is wound at the factory, the cumulative pressure of thousands of layers of film builds up. This “hoop stress” can reach 500 PSI at the center of the roll.
- The Symptom: Your 3-inch core starts to look like an oval.
- The Result: When you slide it onto your machine’s air shaft, it won’t balance. At high speeds, this “unbalanced” roll creates a vibration that ruins the precision of your optical sensors.
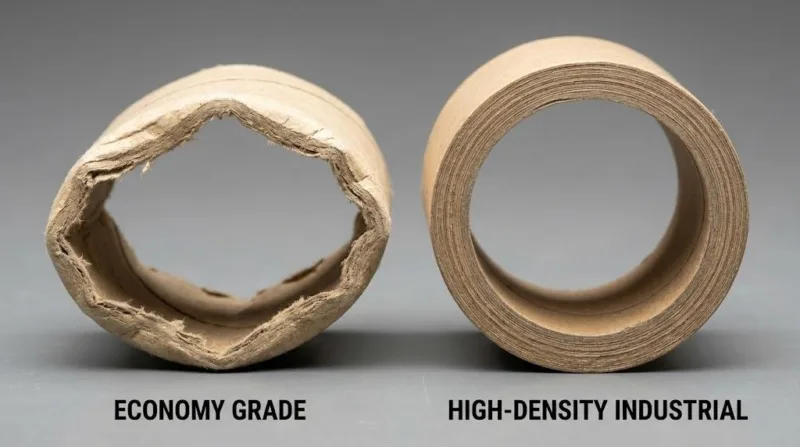
Pro Tip (From the Factory Floor): Always specify high-density, multi-ply paperboard for any roll exceeding a 10-inch OD to prevent “Core Crush.”
If your supplier is using “economy” cores, that 500 PSI will crush the core before the roll is even halfway finished. We’ve seen $50,000 machines damaged because an oval-shaped core caused the spindle to vibrate out of alignment.
For maximum safety, manufacturers should follow TLMI technical committee guidelines regarding core construction and density.
6. Environmental Resilience: The Humidity Factor
If your warehouse isn’t climate-controlled, your 3″ Core and Max Roll Diameter specs are at the mercy of the weather. We once worked with a client in a high-humidity coastal region using standard paper cores.
During a humid July, the machine spindle was 76.2mm, but the core ID shrank to 75.8mm, leading to a disaster that cost $12,000 in parts and 48 hours of total downtime.
The Solution: The “1mm Climate Redundancy” Rule
For our B2B clients, we now manufacture 3″ cores with a Phenolic Coating or a specific 76.8mm +/- 0.1mm ID. This extra 0.6mm of “breathing room” ensures that even in 90% humidity, the roll slides on and off effortlessly.
7. The B2B Procurement Blueprint (Checklist)

Before you sign off on your next high-volume label contract, ensure you vet your label factory for their ability to meet these engineering-grade requirements:
- Core ID Tolerance: Must be 3.025″ to 3.045″ to account for environmental swelling.
- Wall Thickness: Minimum 0.250″ for rolls with a Max OD over 10 inches.
- Material Weight: Request the Total Roll Weight in lbs/kg to verify against your motor’s torque rating.
- Winding Direction: Specify “Labels Out” or “Labels In” (Unwind Direction) relative to your 3″ core orientation.
- Splice Standards: No more than 1 splice per roll to prevent “tension shocks” at the applicator head.
Conclusion: Turning Specs into Stability
In 2026, the companies that dominate their markets are those that treat their production lines as a single, optimized organism. Your 3″ Core and Max Roll Diameter choices are the “DNA” of that organism.
By choosing a larger core, you reduce label curl. By calculating your Max OD correctly, you maximize your OEE. And by accounting for humidity and inertia, you protect your most expensive assets—your machines and your people.
Don’t let a “cheap” paper tube be the reason your million-dollar line stops.














