If your high-speed labeling line is constantly tripping over transparent film, you are likely losing thousands of dollars in hidden downtime. You need a reliable, engineering-backed process to ensure your sensors “see” the invisible without throwing false alarms.
To calibrate sensors for clear labels effectively, you must first establish a baseline using only the bare liner (typically PET or Glassine). Move the web so a label is in the sensor gap, then manually set your signal threshold at the “Golden Split”—the exact midpoint between the liner-only signal and the label-plus-liner signal.
This provides a 30% buffer against thickness variations, dust, and environmental temperature drift, ensuring stable detection even at speeds exceeding 300 BPM.
Calibration is only the first step; to maintain a zero-alarm production line, you must also account for high-speed static and material density. Read on to discover the “9-year factory secret” for eliminating the static ghosts that haunt capacitive sensors.
1. The Physics of Blindness: Why Standard Sensors Fail

Most labeling machines come standard with “photoelectric eyes” (optical sensors). These work by detecting light contrast. When a dark label passes over a light-colored liner, the sensor sees the “break.”
However, with clear-on-clear labels, the light passes straight through both the label and the PET liner. To the sensor, it looks like a continuous, empty web.
“The difficulty with clear-on-clear labels isn’t the transparency of the material, but the minute differences in electrical capacity or acoustic attenuation. Standard optical sensors look for light, but a high-performance label sensor must look for ‘mass’ or ‘dielectric change’ within a few microns.”
— Don McLinden, Technical Architect and Inventor of the first clear label sensor at Lion Precision.
Comparison: Optical vs. Specialized Sensors
| Feature | Optical (Photoelectric) | Ultrasonic Sensors | Capacitive Sensors |
|---|---|---|---|
| Detection Method | Light Contrast | Sound Wave Attenuation | Electrical Capacity (Dielectric) |
| Clear Label Support | ❌ None | ✅ Excellent | ✅ Excellent |
| Response Time | Fast (1ms) | Moderate (200μs) | Ultra-Fast (20μs) |
| Sensitivity to Dust | High (Fails easily) | Low | Moderate |
| Best For | Opaque paper labels | Varying thicknesses/materials | High-speed, high-precision lines |
2. The High Cost of “Nuisance Trips”
Before we dive into the “how-to,” let’s look at the “why.” Packaging managers often underestimate the financial impact of a poorly calibrated sensor. We call these Nuisance Trips—intermittent errors that don’t break the machine but stop the flow. This directly correlates with the overall OEE (Overall Equipment Effectiveness) of your production facility.
The Profit Leak Formula
If your line produces 12,000 units per hour with a profit of $0.50 per unit, every minute of downtime costs you $100 in lost margin.
- 15 minutes of daily nuisance trips = $1,500/day.
- Annual impact (250 days) = $375,000 in lost potential profit.
When you include the cost of Scrap Rate (discarded bottles due to mislabeling), which often spikes above the 0.5% industry danger zone when sensors drift, the “cheap” sensor setup becomes the most expensive component in your factory.
This is why a thorough label printing cost analysis is vital for long-term profitability.
3. The Master Calibration SOP: A 3-Step Precision Framework
Stop guessing. Follow this Standard Operating Procedure (SOP) to ensure your sensor threshold is robust enough to handle high-speed vibrations and material inconsistencies. Implementing a 3-step protocol for machine readiness is essential for avoiding costly recalls.
Step 1: Establish the “Liner Zero”
You must teach the sensor what “nothing” looks like.
- Peel 3-4 labels off the web to expose the bare liner (typically a 23μm or 30μm PET film).
- Place the bare liner in the sensor gap.
- The Goal: Set your baseline. This is the lowest signal the sensor will receive.
Step 2: Set the “Golden Split” Threshold

Now move the web so that a label is positioned inside the sensor gap. The sensor is now detecting a total mass of roughly 73μm (Liner + Label + Adhesive).
- The Common Error: Most operators set the threshold just 1 notch above the liner.
- The Professional Way: Calculate the midpoint between the Liner Signal and the Label Signal. If your sensor provides a digital readout (0-100), and Liner is 20 and Label is 80, your Golden Split is 50.
- Why? This provides a ±30% buffer for material thickness variations or dust accumulation.
Step 3: High-Speed Verification (The 20μs Rule)
At 300 BPM, a bottle passes the label head in roughly 200 milliseconds. If your sensor has a “jitter” or slow response time, the label will be applied 2-3mm off-target. A response time of 20 microseconds or better is mandatory for high-speed premium packaging to prevent registration drift.
- Action: Run the line at 50% speed, then ramp to 100%.
- Expert Insight: According to the technical guidelines from SICK AG, high-speed applications require specialized sensors to maintain accuracy.
4. The “Static Ghost”: A Hidden Production Killer
In my 9 years running Label Printing China, I’ve seen countless “expert” engineers stumped by a sensor that works perfectly at low speeds but fails at high speeds.
The Trap: Electrostatic Discharge (ESD)
When PET labels are peeled from a PET liner at high speed, they create a massive static charge. This charge ionizes the air in the sensor gap. For a Capacitive Sensor, which measures electrical charge, this static is “noise.” It looks like a “Ghost Label.” This is why understanding electrostatic discharge (ESD) in web handling is critical for high-speed lines.
Real-World Case: The Skincare Disaster
A luxury cosmetics brand was losing $800/day in scrap. The sensor kept reporting “double labels” that didn’t exist. The technician kept lowering the sensitivity, which then caused “missed labels.”
The Solution: We didn’t change the sensor. We installed a $50 Ionizing Static Bar at the peel point and grounded the machine frame properly. The “Ghost Labels” vanished instantly because we removed the electrical noise.
If you are running over 300 BPM with PET materials, you aren’t just calibrating a sensor; you are managing a static field.
Tired of Production Line Alarms on Clear Labels?
Don’t let sensor calibration ruin your OEE. We specialize in providing Machine-Ready clear labels designed for high-speed brewery and beverage lines, ensuring seamless detection even at 300+ BPM.
5. The Environment Factor: The 0.6m/s Rule
Did you know that temperature can “un-calibrate” your ultrasonic sensor? Ultrasonic sensors work by measuring the speed of sound.
- The Physics: Sound travels faster in warm air.
- The Math: For every 1°C increase in temperature, the speed of sound increases by 0.6m/s.
- The Reality: If you calibrate your machine in a cool 18°C warehouse at 8:00 AM, and by 2:00 PM the warehouse hits 30°C, your sensor’s “perceived” gap distance has shifted.
The Temperature Matrix for Production Leads
| Shift Time | Temp | Impact on Ultrasonic Sensor | Action Required |
|---|---|---|---|
| Morning (8 AM) | 18°C | Baseline speed | Initial Calibration |
| Afternoon (2 PM) | 30°C | Sound speed +7.2m/s | Nuisance Trips likely; Recalibrate |
| Solution | Any | Variable | Use sensors with Automatic Temperature Compensation |
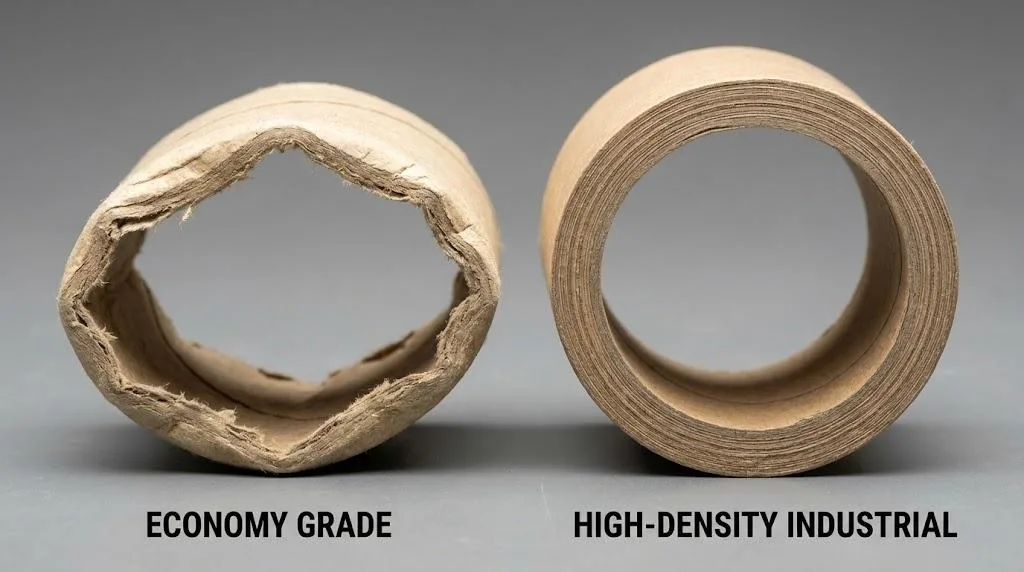
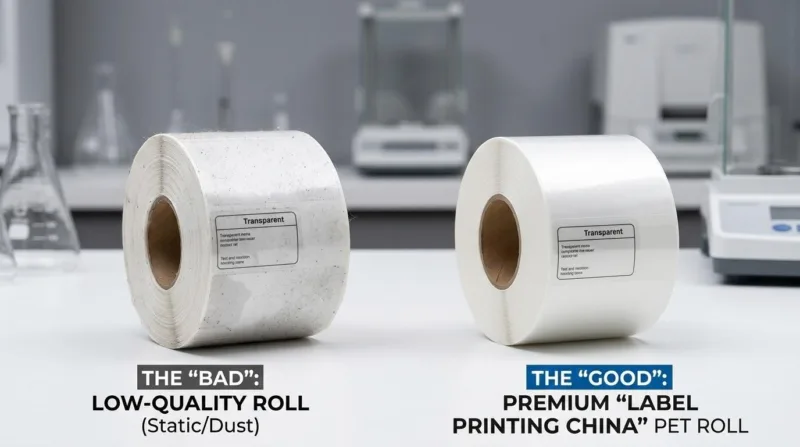
6. Material Selection: The “Liner Consistency” Truth
You can have the best sensor in the world, but if your label supplier is giving you “cheap” liner, you will never run a stable line. This is why you should always vet a China-based label factory to ensure they meet international material standards.
Why Liner Density Matters
Sensors rely on a consistent “background” to detect a gap. If your liner has uneven fiber distribution (common in low-grade paper liners), the sensor will see “fake gaps” within the liner itself.
Recommended Liner Standards for 2026:
- Glassine (High Density): Good for most applications, but requires a very tight threshold.
- PET (Clear) Liner: The gold standard for high-speed lines. It is physically uniform, allowing you to set a highly aggressive “Golden Split” threshold with zero false alarms.
7. The Executive Summary: Getting Buy-In for Better Equipment
If you are a packaging manager trying to convince the “bean counters” to upgrade your sensors or move to premium PET liners, use this table to demonstrate the ROI.
ROI of Precision Labeling
| Metric | “Budget” Setup | “High-Precision” Setup (Label Printing China Standard) |
|---|---|---|
| Sensor Response Time | 1ms – 2ms | < 20μs |
| Downtime per Shift | 22 Minutes (Average) | < 2 Minutes |
| Annual Scrap Cost | $12,500 | $800 |
| Managerial Stress | High (Constant firefighting) | Low (Predictable output) |
Final Checklist: Achieving a Zero-Alarm Production Line
Before you finish your shift, run through this checklist to ensure your calibrating sensors for clear labels efforts aren’t in vain:
- [ ] Check for Static: Is there a crackling sound or dust sticking to the sensor? (Install an ionizing bar).
- [ ] Verify the “Golden Split”: Is your threshold set exactly at the 50% mark between liner and label?
- [ ] Review Temperature: Has the warehouse warmed up significantly since the morning?
- [ ] Audit Your Liner: Does the backing paper show visible “mottling” when held up to a light? (Switch to high-density Glassine or PET).
Still Struggling with “Ghost Labels”?
At Label Printing China, we don’t just sell labels; we sell uninterrupted production time. If your current supplier’s labels are tripping your sensors, it’s time for a technical audit.
Next Step: Send us a sample of your current “problem” roll. We will run it through our high-speed testing lab and provide you with a Sensor Compatibility Report and the exact calibration settings for your specific machine model.