Stop wasting thousands of dollars on production downtime. If your automatic applicator is failing despite perfect maintenance, the problem isn’t your machine—it’s a hidden flaw in your label design that’s sabotaging your OEE.
Your labeler keeps jamming primarily due to three overlooked design specifications:
excessive die-cut depth that weakens liner tensile strength, improper eye-mark geometry that confuses sensors, and high release force variance caused by inconsistent adhesive curing.
When designers prioritize aesthetics over these technical mechanical requirements, it leads to frequent web breaks and registration errors on high-speed production lines.
Want to see the microscopic evidence behind these failures? Let’s dive into the physics of why your labels are sabotaging your production floor.
Die-Cut Depth & Liner Integrity
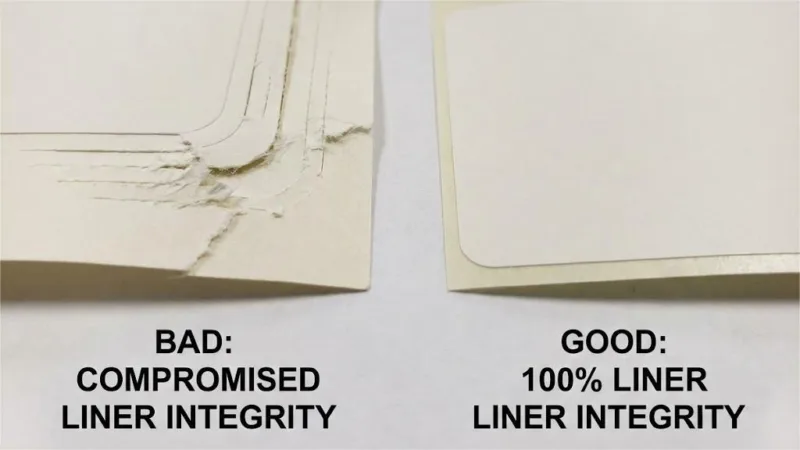
The most common reason for a snapped web isn’t “weak paper”—it’s micro-cracks caused by improper tooling pressure. Most designers and procurement specialists look at the label material and the adhesive, but they rarely ask about the Liner Integrity Score.
The “10% Rule” of Die-Cutting
Your release liner (the backing paper) is the “conveyor belt” for your labels. A standard Glassine liner is usually 50μm to 60μm thick. If the die-cutting blade penetrates more than 10% of that thickness, the liner is compromised.
Why it fails: At high speeds, the applicator subjects the web to intense G-force during start/stop cycles. If there is a 6-micron nick in the liner, that “micro-crack” becomes a stress concentration point. Under tension, the liner snaps like a scored piece of glass.
| Design Specification | Root Cause of Failure | OEE Impact |
|---|---|---|
| Die-Cut Depth | Penetration >10% thickness | Catastrophic web breakage |
| Eye-Mark Clearance | Graphics within 2mm zone | Frequent sensor alarms |
| Release Variance | Standard deviation >15% | Mispicks / Wrap-around |
Expert Insight from Dan Muenzer:
“Automation doesn’t tolerate ambiguity. In high-speed labeling, we deal with ‘micro-tolerances.’ Issues like ‘matrix stripping’ and ‘liner integrity’ are the primary drivers of OEE loss, yet they are almost always overlooked in the design phase.”
— Dan Muenzer, Former Chairman of TLMI
Eye-Mark Geometry

Why does your applicator occasionally “skip” a label or throw a “Missing Label” alarm when the roll is clearly full? This is rarely a mechanical failure. It is a registration failure caused by artwork encroaching on the sensor’s “Quiet Zone.”
The “2mm Clearance” Mandate
Automated sensors (especially ultrasonic or optical sensors for transparent labels) operate by sampling light or sound at micro-second intervals. If a designer places a decorative flourish, a small line of text, or a high-density ink patch too close to the eye-mark, the sensor gets “confused.”
The Solution: Every roll label design must respect the 2mm Clearance Rule to ensure flawless high-speed detection.
- Standard Label Gap: Exactly 3mm (1/8 inch).
- The Danger Zone: If the gap tolerance varies by more than ±0.5mm, sensor error rates can spike by 400%.
- Black Mark Density: Ensure the black mark has a minimum optical density of 1.5 to provide a clean “trigger” for the sensor.
Ready to Lower Your Total Landed Costs?
Stop overpaying for labels that fail on your production line. Our experts analyze every micron to ensure 100% machine compatibility while saving you 30% on direct procurement.
The Secret to High-Speed “Peeling”
You might have heard that “release force” is the amount of pull required to peel a label. But here is what the top 10 Google results won’t tell you: The average release force is useless. What matters for why your labeler keeps jamming is the Standard Deviation of that force.
Consistency Over Strength
If your roll has a release force of 20 grams per inch on the first 100 meters, but spikes to 35 grams in the middle of the roll, your peeling bar will fail. The label will either “pre-dispense” (pop off too early and stick to the machine) or “wrap-around” (fail to release and follow the liner back into the waste rewinder).
Factors Affecting Release Consistency:
- Adhesive Bleeding: If the adhesive is too “aggressive” or the rolls were wound too tightly, the glue “oozes” out the sides. This creates a physical bond between the label edge and the liner, requiring a massive “spike” in force to break.
- Silicone Curing: If the silicone coating on the liner is unevenly cured, you get “hot spots” where the label is essentially permanent.
- Humidity: High humidity can increase the release force of paper liners by up to 25% in a single shift.
The Case of the Snapping Web
🛑 The “Cheap Label” Trap
A California-based energy drink brand recently moved their production to a “budget” supplier to save $0.005 per label. Within a week, their 350 BPM line was stopping every 15 minutes due to web breaks.
The Investigation: The client’s maintenance team blamed the machine’s tension rollers. However, when my team examined the discarded liner under a 50x portable microscope, we found the “smoking gun.” The supplier’s die-cutting blade was consistently penetrating 22% into the liner to ensure “clean stripping” of the waste matrix.
The “Soul” of the Solution: I didn’t suggest a new machine. I suggested a technical spec change. We implemented an 8% maximum penetration standard and switched their high-speed SKUs to a PET liner.
The Result: The client paid 12% more for the labels but gained $14,000 per week in recovered production time. They haven’t had a midnight “jamming” call since.
The Lesson: Don’t ask your supplier about the price. Ask them about their micron-level die-cut tolerance.
Why Procurement Must Evolve
Perspective from Lori Campbell:
“The most expensive label is the one that stops a production line. We often see a ‘disconnect’ between brand owners, designers, and the production floor. A label isn’t just a marketing tool; it’s a high-performance functional component of an automated system.”
— Lori Campbell, President of TLMI
The Ultimate “Zero-Jam” Audit Checklist

If you want to prevent labeler jamming and secure your 2026 production goals, stop treating labels as a “commodity” and start treating them as “precision parts.” Here is your actionable checklist for your next supplier review:
Pre-Press Technical Review
- [ ] Does the artwork maintain a 2mm “Quiet Zone” around all sensors and eye-marks?
- [ ] Is the corner radius at least 1.5mm? (Sharp corners increase the risk of “peeling” failures).
- [ ] Are the label gaps consistent at 3mm ±0.2mm?
Material & Physics Specs
- [ ] Request a Liner Integrity Report: Is the die-cut depth verified to be <10% of the liner thickness?
- [ ] Request Release Force Variance Data: What is the standard deviation across a 2,000-meter roll?
- [ ] For lines >250 BPM, has a PET vs. Glassine ROI analysis been performed?
Supplier Quality Control
- [ ] Does the supplier use online vision inspection to catch adhesive bleeding or missing labels before they reach your dock?
- [ ] Can they provide a Machine-Ready protocol (Unwind Direction Positions #1-#8) to ensure the labels match your applicator’s feed path?
Solving the Jamming Puzzle
In the end, solving why your labeler keeps jamming isn’t about working harder—it’s about working with better data. When you bridge the gap between design and the machine, you don’t just stop jams; you unlock the true potential of your production line.
If your current supplier is only talking about “low prices” and not “micron tolerances,” they are part of the problem. You deserve a partner who understands the tensile strength and physics of your production floor as well as you do.
Ready to optimize your OEE? Don’t let a 6-micron mistake cost you a $10,000 hour. Let’s get your production line running at peak performance.